
 +375 (17) 241-77-67
+375 (17) 241-77-67 +375 (29) 697-77-85
+375 (29) 697-77-85")
")












Для достижения оптимальных результатов при фрезеровании резьбы необходимо учитывать следующие факторы:
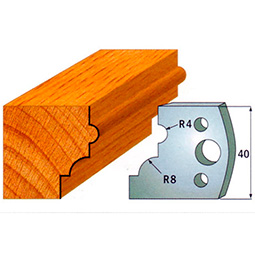
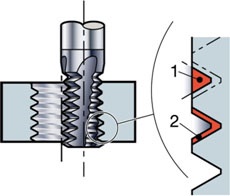
1.Выбор диаметра фрезы.
Фреза небольшого диаметра позволяет обеспечить высокое качество резьбы. Резьбофрезы формируют резьбу с незначительным отклонением профиля у основания резьбы. При обработке внутренней резьбы соотношение диаметра резьбы, диаметра фрезы и шага оказывает влияние на величину радиальной глубины резания aeeff, которая становится гораздо больше, чем выбранная радиальная глубина резания. Увеличение радиальной глубины резания ae вызовет увеличение отклонения профиля впадины резьбы. Чтобы минимизировать отклонение профиля резьбы, диаметр фрезы не должен превышать 70% от диаметра резьбы.
Пример M30x3
Фреза диаметром 21,7 мм вызывает отклонение профиля 0,07 мм.
Фреза диаметром 11,7 мм вызывает отклонение профиля 0,01 мм.
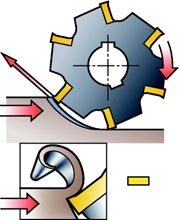
2.Траектория перемещения резьбофрезы.
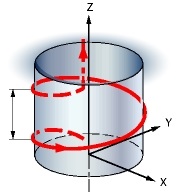
Траектория перемещения резьбофрезы обеспечивает получение правой или левой резьбы за счёт использования метода попутного или встречного фрезерования. Врезание и вывод фрезы должно осуществляться по дуге для повышения стабильности обработки. Фрезерование резьбы производится на станках, которые способны осуществлять одновременное перемещение по трём осям: X, Y и Z. Диаметр резьбы определяется перемещениями инструмента по осям X и Y, в то время как шаг определяется перемещением по оси Z.
|
Шаг |
 |
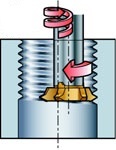
Внутренняя резьба правого исполнения
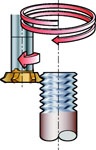
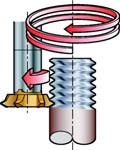
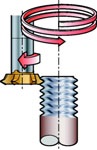
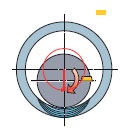
Фреза подводится максимально близко ко дну отверстия, а затем, вращаясь против часовой стрелки, начинает перемещаться к выходу из отверстия. При этом осуществляется попутное фрезерование.
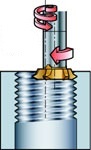
Внутренняя резьба левого исполнения
Фрезерование левой резьбы осуществляется в противоположном направлении, от входа к дну отверстия. При этом фреза вращается против часовой стрелки, обеспечивая попутное фрезерование.
|
Внутренняя |
|
|
Правая резьба |
Левая резьба |
|
Попутное фрезерование |
|
 |
 |
|
Встречное фрезерование |
|
 |
 |
|
Наружная |
|
|
Правая резьба |
Левая резьба |
|
Попутное фрезерование |
|
 |
 |
|
Встречное фрезерование |
|
 |
 |
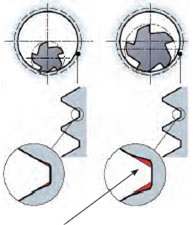
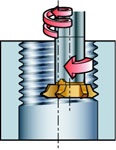
Попутное фрезерование
- Попутное фрезерование – это метод, при котором направление подачи совпадает с направлением вращения фрезы.
- Попутное фрезерование всегда является предпочтительным методом при условии, что жёсткость оборудования, зажимного приспособления и заготовки позволяют его применять.
- Толщина стружки является максимальной при врезании в заготовку и уменьшается до нулевого значения на выходе. Это помогает избежать сильного трения и выглаживания обрабатываемой поверхности в начальный момент резания.
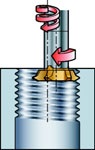
Встречное фрезерование
- При встречном фрезеровании направление вращения фрезы и направление подачи противоположны.
- В момент врезания в заготовку процесс резания больше напоминает выглаживание, с сопутствующими ему высокими температурами и сильным трением, что часто приводит к нежелательному упрочнению поверхностного слоя детали. Всё это снижает стойкость инструмента.
- Стружка большой толщины на выходе режущей кромки из резания также сокращает стойкость инструмента.
- Большая толщина стружки и высокая температура на выходе вызывают налипание или наваривание стружки на режущую кромку и препятствуют дальнейшему процессу резания, приводя к разрушению кромки.
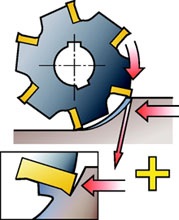
Врезание по дуге

Обеспечьте плавное врезание в заготовку при фрезеровании методом круговой или винтовой интерполяции. Этого можно добиться за счёт медленного врезания по дуге. Для каждой четверти оборота (90°), выполняемого во время врезания, осуществляется осевая подача, равная четверти шага. Плавное врезание имеет важное значение для предотвращения вибрации и улучшения стойкости инструмента.
3.Подача на зуб.
Чтобы обеспечить высокое качество обработки и исключить появление рисок на обработанной поверхности, рекомендуется работать с небольшими значениями подачи на зуб. Подача на зуб не должна превышать 0,15 мм/зуб, поэтому требуется низкое значение hex.
4.Программируемая подача.
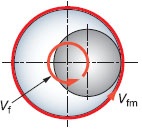
Для каждой операции необходимо рассчитывать корректное значение программируемой подачи, чтобы обеспечить корректную нагрузку на режущую пластину. Подача всегда зависит от значения hex, которое соответствует подаче на периферии. Однако многие станки используют в качестве подачи скорость перемещения оси шпинделя (vf). При фрезеровании внутренней резьбы перемещение периферии фрезы происходит быстрее, чем перемещение геометрической оси инструмента. Именно поэтому программирование подачи на большинстве фрезерных станков основано на перемещении оси шпинделя, что должно обязательно учитываться при расчёте параметров фрезерования резьбы для улучшения стойкости и предотвращения вибрации/поломки инструмента.
5.Число проходов.
Удаление припуска за несколько проходов позволит значительно улучшить обработку рёзьб с крупным шагом, а также исключит вероятность поломки инструментов при фрезеровании резьбы в труднообрабатываемых материалах. Фрезерование резьбы за несколько проходов также целесообразно применять в случае, когда резьба имеет очень жесткий допуск, так как уменьшается отжатие инструмента. Это гарантирует большую надёжность процесса при большом вылете или нестабильных условиях обработки. Фрезерование резьбы в материалах с высокой твёрдостью или труднообрабатываемых материалах необходимо выполнять за два и более проходов.
6.Применение СОЖ.
В основном, рекомендуется обработка без применения СОЖ, так как СОЖ усиливает колебания температуры на входе и выходе, тем самым провоцируя появление термических трещин. Применение СОЖ целесообразно в определённых ситуациях, например, при чистовой обработке нержавеющих сталей/алюминия, обработке жаропрочных сплавов или чугуна (с целью снижения вредного воздействия токсичной пыли). Однако, для улучшения процесса эвакуации стружки рекомендуется использовать обдув сжатым воздухом.

7.Выбор режимов резания.
- При фрезеровании внутренней резьбы значение ae увеличено по сравнению с прямолинейным резанием, что снижает эффект утончения стружки.
- При обработке наружной резьбы радиальная глубина резания уменьшается, поэтому допускается повышение скорости резания.
- Главный угол в плане для вершины режущей кромки составляет 90°. Так как это самая уязвимая часть пластины, при расчёте значения hex должен использоваться главный угол в плане, равный 90°.
Диаметр отверстий под резьбу
При фрезеровании резьбы предварительные отверстия выполняются с тем же диаметром, что и для нарезания резьбы метчиком. Рекомендуется обрабатывать отверстия максимально возможного диаметра в переделах допуска. Это обеспечит надёжность процесса резания и повысит стойкость инструмента. При использовании пластин с полным профилем требуются предварительные отверстия меньшего диаметра, так как обрабатывается полный профиль вершин резьбы.
8.Обслуживание.
Для обеспечения максимально эффективного процесса обработки фрезами со сменными пластинами, закрепляемыми винтом, рекомендуется применять динамометрический ключ, который гарантирует высокую надежность закрепления.
- Чрезмерно высокий момент затяжки негативно сказывается на эксплуатационных качествах инструмента и может привести к поломке пластины или винта.
- Недостаточный момент затяжки приводит к возникновению вибраций и снижает точность обработки.
- Регулярно заменяйте винт пластины и следите за тем, чтобы гнездо под пластину было чистым и ничто не могло сместить пластину. Эти меры предосторожности необходимы для надёжного фрезерования резьбы.

