
 +375 (17) 241-77-67
+375 (17) 241-77-67 +375 (29) 697-77-85
+375 (29) 697-77-85")
")













При выборе подходящего метчика следует учитывать ряд факторов. Следуйте приведённым ниже рекомендациям для выбора оптимального типа метчика.
Типы метчиков
Выбор метчика для нарезания резьбы зависит от типа отверстия, в котором требуется нарезать резьбу.
Профиль резьбы и обрабатываемый материал (по ISO)
Выберите метчик с необходимым профилем и соответствующий материалу резьбы.
Длина режущей части метчика
Выбор длины режущей части метчика зависит от типа отверстия, в котором будет нарезаться резьба.
Различные типы метчиков для нарезания резьбы.
Метчики разделяются на четыре типа:
- метчик с прямыми стружечными канавками;
- метчик со спиральной подточкой;
- метчик со спиральными стружечными канавками;
- метчик-раскатник.
Выбор метчика зависит от типа отверстия под резьбу (сквозное или глухое), а также от обрабатываемого материала.

Метчик с прямыми стружечными канавками

Метчик со спиральной подточкой

Метчик со спиральными стружечными канавками

Метчик-раскатник
Метчики-раскатники, их преимущества по сравнению с обычными метчиками:
- раскатывание резьбы характеризуется большей производительностью по сравнению с резьбонарезанием;
- возможность обработки резьбы в отверстиях глубиной от 3,5 × D без возникновения проблем с отводом стружки;
- метчики-раскатники имеют более высокую стойкость;
- один тип метчика может использоваться для обработки различных материалов, а также отверстий обоих типов: сквозных и глухих;
- метчики-раскатники обладают прочной конструкцией, что снижает риск поломки;
- гарантированное обеспечение требуемой точности резьбы;
- отсутствие стружки;
- прочность резьбы до 100%;
- более высокое качество поверхности резьбы.
Условия эффективного использования:
- определённая степень пластичности обрабатываемого материала;
- рекомендуемый предел прочности обрабатываемого материала не более 1200 Н/мм2;
- точный диаметр предварительного отверстия;
- обеспечение хорошего смазывания.
Профиль и материал рёзьб (по ISO).
Существуют метчики для нарезания резьбы различного профиля. Необходимо определить профиль обрабатываемой резьбы. Подробнее о различных профилях резьбы и областях их применения.
В таблице ниже показано, какие профили резьбы доступны для метчиков, оптимизированных для обработки определённых материалов, и для универсальных метчиков, оптимизированных для обработки различных материалов.
|
P |
M |
K |
N |
H |
Универсальные |
|
M, MF, UNC, UNF |
M, MF, UNC, |
M, MF, UNC, UNF, G |
M, MF, UNC, UNF |
M |
M, MF, UNC, UNF, |
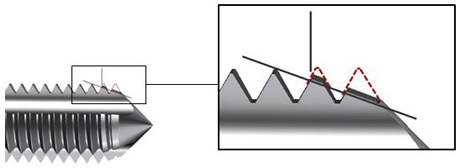
Длина режущей части метчика.
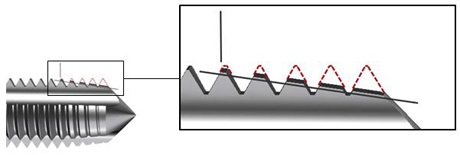
Режущая часть – это коническая часть с последовательно возрастающей высотой зубьев. Выбор длины режущей части метчика зависит в основном от типа отверстия под нарезание резьбы. Существует три различных типа режущей части по длине: B, C и E.
Длина режущей части B = 3,5–5 витков.
Длинная режущая часть:
- высокий крутящий момент;
- лучшее качество обработанной поверхности;
- тонкая стружка;
- низкое давление на режущую часть;
- высокая стойкость инструмента;
- самый распространённый вариант для метчиков со спиральной подточкой.
Длина режущей части C = 2–3,5 витка.
Режущая часть средней длины:
- низкий крутящий момент;
- хорошее качество обработанной поверхности;
- нормальная толщина стружки;
- нормальное давление на режущую часть;
- нормальная стойкость инструмента;
- самое распространённое исполнение;
- стандартная режущая часть для обработки глухих отверстий;
- самый распространённый вариант для метчиков со спиральными стружечными канавками.
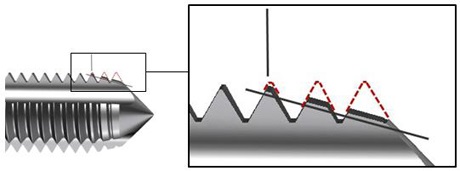
Длина режущей части E = 1,5–2 витка.
Короткая режущая часть:
- низкий крутящий момент;
- хорошее качество обработанной поверхности;
- стружка большой толщины;
- высокое давление на режущую часть;
- более низкая стойкость инструмента;
- жёсткая конструкция;
- для обработки резьбы в отверстиях с недостаточным зазором у основания.
Вид режущей части
Вид режущей части метчика определяется производителем. В таблице ниже указаны комбинации вида и длины режущей части в зависимости от диаметра метчика.
| 1 Полный конус | 2 Укороченный конус |
3 Центровое отверстие |
4 Конус отсутствует | |
|
|
|
|
|
 |




|
Метчик, мм |
Метчик, дюймы |
B 3,5–5 |
C 2–3,5 |
E 1,5–2 |
|
≤ 5 |
> № 1 – № 10 |
1 |
1 |
1 |
|
> 5 ≤ 6 |
> № 12-1/4 |
1 |
1, 2 |
1 |
|
> 6 ≤ 10 |
> 1/4 – 1/2 |
1 |
1, 2, 4 |
1, 4 |
|
> 10 ≤ 12 |
> 3/8 – 1/2 |
2, 3 |
2, 3 |
2, 3 |
|
> 12 |
> 1/2 |
3 |
3 |
3 |