
 +375 (17) 241-77-67
+375 (17) 241-77-67 +375 (29) 697-77-85
+375 (29) 697-77-85")
")












Стандарты резьбы.
Метчики для нарезания резьбы изготавливаются по пяти различным стандартам: ISO, ANSI, DIN, DIN/ANSI и JIS. Стандарты DIN и ISO используются во всём мире, ANSI применяется, в основном, на американских рынках, а JIS распространён в Азии
- Метчики стандартов ISO, ANSI и JIS имеют достаточно небольшую общую длину (OAL) и очень похожи друг на друга, за исключением диаметра хвостовика, который выражается в дюймах для стандарта ANSI и в миллиметрах для ISO и JIS.
- Метчики DIN имеют длинное исполнение, с метрическим хвостовиком и большим значением общей длины.
- DIN/ANSI – это комбинация двух стандартов, в которой используется диаметр хвостовика по стандарту ANSI и общая длина по стандарту DIN.

ISO, ANSI, JIS

DIN, DIN/ANSI

Размеры хвостовика и квадрата по ISO
|
Диаметр |
Квадрат |
ISO 529 |
ISO 529 |
ISO2283 |
ISO2284 G |
ISO2284 Rc |
|
2,50 |
2,00 |
M1 |
|
|
|
|
|
M1.2 |
|
|
|
|
||
|
M1.4 |
|
|
|
|
||
|
M1.6 |
№ 0 |
|
|
|
||
|
M1.8 |
|
|
|
|
||
|
M2 |
№ 1 |
|
|
|
||
|
2,80 |
2,24 |
M2.2 |
№ 2 |
|
|
|
|
M2.5 |
№ 3 |
|
|
|
||
|
3,15 |
2,50 |
M3 |
№ 4 |
M3 |
|
|
|
3,55 |
2,80 |
M3.5 |
№ 6 |
M3.5 |
|
|
|
4,00 |
3,15 |
M4 |
|
M5 |
|
|
|
4,50 |
3,55 |
M4.5 |
№ 8 |
M6 |
|
|
|
5,00 |
4,00 |
M5 |
№ 10 3/16 |
|
|
|
|
5,60 |
4,50 |
M5.5 |
№ 12 7/32 |
M7 |
|
|
|
6,30 |
5,0 |
M6 |
1/4 |
M8 |
|
|
|
7,10 |
5,60 |
M7 |
9/32 |
|
|
|
|
8,00 |
6,30 |
M8 |
5/16 |
M10 |
G1/8 |
Rc 1/8 |
|
9,00 |
7,10 |
M9 |
|
M12 |
|
|
|
10,00 |
8,00 |
M10 |
3/8 |
|
G1/4 |
Rc1/4 |
|
8,00 |
6,30 |
M11 |
7/16 |
|
|
|
|
9,00 |
7,10 |
M12 |
1/2 |
|
|
|
|
11,20 |
9,00 |
M14 |
9/16 |
M14 |
|
|
|
12,50 |
10,00 |
M16 |
5/8 |
M16 |
G3/8 |
Rc3/8 |
|
14,00 |
11,20 |
M18 |
11/16 |
M18 |
|
|
|
16,00 |
12,50 |
M22 |
7/8 |
M22 |
|
|
|
18,00 |
14,00 |
M24 |
1" |
M24 |
G5/8 |
Rc5/8 |
|
20,00 |
16,00 |
M27 |
1 1/8 |
M27 |
G3/4 |
Rc3/4 |
|
22,40 |
18,00 |
M33 |
1 1/4 |
|
G7/8 |
Rc7/8 |
|
25,00 |
20,00 |
M36 |
1 3/8 |
|
G1" |
Rc1" |
|
28,00 |
22,40 |
M39 |
1 1/2 |
|
|

Размеры хвостовика и квадрата по DIN
|
Диаметр |
Квадрат |
ASME B94.9 |
ASME B94.9 |
ASME B94.9 |
|
0,141 |
0,11 |
№ 0 |
|
M1.6 |
|
№ 1 |
M1.8 |
|||
|
№ 2 |
|
M2 |
||
|
№ 3 |
|
M2.5 |
||
|
№ 4 |
|
|
||
|
№ 5 |
|
M3 |
||
|
№ 6 |
|
M3.5 |
||
|
0,168 |
0,131 |
№ 8 |
|
M4 |
|
0,194 |
0,152 |
№ 10 |
|
M5 |
|
0,220 |
0,165 |
№ 12 |
|
|
|
0,255 |
0,191 |
|
1/4 |
M6 |
|
0,318 |
0,238 |
|
5/16 |
M7 |
|
|
|
|
|
M8 |
|
0,381 |
0,286 |
|
3/8 |
M10 |
|
0,323 |
0,242 |
|
7/16 |
|
|
0,367 |
0,275 |
|
1/2 |
M12 |
|
0,429 |
0,322 |
|
9/16 |
M14 |
|
0,480 |
0,360 |
|
5/8 |
M16 |
|
0,542 |
0,406 |
|
11/16 |
M18 |
|
0,590 |
0,442 |
|
3/4 |
|
|
0,652 |
0,489 |
|
13/16 |
M20 |
|
0,697 |
0,523 |
|
7/8 |
M22 |
|
0,760 |
0,570 |
|
15/16 |
M24 |
|
0,800 |
0,600 |
|
1 |
M25 |
|
0,896 |
0,672 |
|
1 1/16 |
M27 |
|
|
1 1/8 |
|
||
|
1,021 |
0,766 |
|
1 3/16 |
M30 |
|
|
1 1/4 |
|
||
|
1,108 |
0,831 |
|
1 5/16 |
M33 |
|
|
1 3/8 |
|
||
|
1,233 |
0,925 |
|
1 7/16 |
M36 |
|
|
1 1/2 |
|
||
|
1,305 |
0,979 |
|
1 5/8 |
M39 |
|
1,430 |
1,072 |
|
1 3/4 |
M42 |
|
1,519 |
1,139 |
|
1 7/8 |
|
|
1,644 |
1,233 |
|
2 |
M48 |

Размеры хвостовика и квадрата по JIS
|
Диаметр хвостовика (DMM), мм |
Квадрат (WSC), мм |
Размер |
|
3 |
2,5 |
M1.4 |
|
3 |
2,5 |
M1.7 |
|
3 |
2,5 |
M2 |
|
3 |
2,5 |
M2.3 |
|
3 |
2,5 |
M2.5 |
|
3 |
2,5 |
M2.6 |
|
4 |
3,2 |
M3 |
|
5 |
4 |
M4 |
|
5,5 |
4,5 |
M5 |
|
6 |
4,5 |
M6 |
|
6,2 |
5 |
M8 |
|
7 |
5,5 |
M10 |
|
8,5 |
6,5 |
M12 |
|
10,5 |
8 |
M14 |
|
12,5 |
10 |
M16 |
|
14 |
11 |
M18 |
|
15 |
12 |
M20 |
|
17 |
13 |
M22 |
|
19 |
15 |
M24 |
Точность предварительных отверстий под нарезание резьбы метчиком.
Допуски резьбы для метчиков и внутренней резьбы (для гайки)
|
Класс точности, метчик |
Точность, внутренняя резьба (гайка) |
Назначение |
||||||
|
ISO |
DIN |
ANSI |
||||||
|
ISO 1 |
4 H |
3 B |
4 H |
5 H |
|
|
|
Соединение с натягом |
|
ISO 2 |
6 H |
2 B |
4 G |
5 G |
6 H |
|
|
Соединение с переходной посадкой |
|
ISO 3 |
6 G |
1 B |
|
|
6 G |
7 H |
8 H |
Соединение с зазором |
|
- |
7 G |
- |
|
|
|
7 G |
8 G |
Прослабленная резьба |
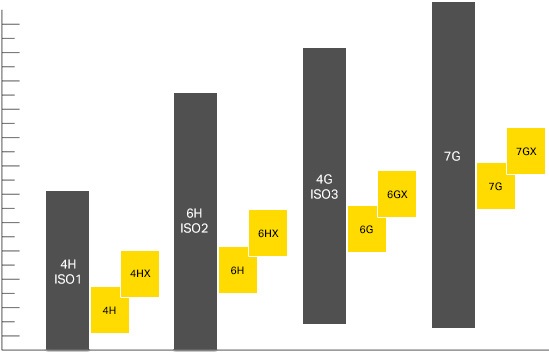
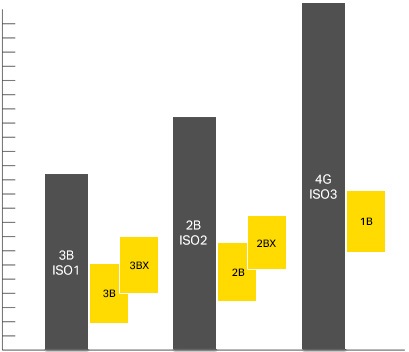
Для получения резьбового соединения с переходной посадкой используются метчики с допуском ISO 2 (6H). Метчики с меньшим допуском (ISO 1) позволяют получить соединение без зазора по среднему диаметру резьбы. Метчики с большим допуском (ISO 3) дают большой зазор в резьбовом соединении. Они используются для получения резьбы на гайках, на которые в дальнейшем будет нанесено покрытие, или если необходимо обеспечить соединение со свободной посадкой. Помимо метчиков с допусками 6H (ISO2) и 6G (ISO3), а также 6G и 7G, выпускаются метчики с допусками 6HX и 6GX. Буква «X» означает, что данный класс точности не является стандартным , такой метчик предназначен для нарезания резьбы в высокопрочных или абразивных материалах, например, в чугуне. При обработке таких материалов отсутствует риск получения резьбы большего диаметра, поэтому для улучшения стойкости метчика можно использовать более высокий класс точности. Ширина поля допуска одинакова для 6H и 6HX. Метчики-раскатники обычно изготавливаются с допусками 6HX или 6GX.
Трубные рёзьбы соответствуют следующим стандартам:
- резьба G по ISO 228-1. Один класс для внутренней резьбы (метчика);
- резьбы Rc и Rp по ISO 7-1;
- резьбы NPT и NPSM по ANSI B1.20.1;
- резьбы NPTF и NPSF по ANSI B1.20.3.
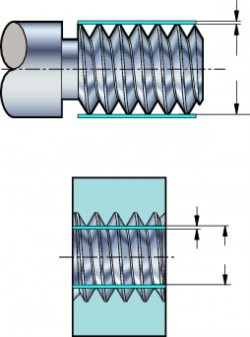
Расположение поля допуска.
Ширина поля допуска метчика намного меньше, чем ширина поля допуска получаемой резьбы. Поле допуска метчика расположено таким образом, что он обрабатывает резьбу корректного размера. По мере использования метчик постепенно изнашивается и его диаметр становится меньше нижнего отклонения диаметра проходного калибра, что не позволяет ему корректно нарезать резьбу. Оптимальным расположением поля допуска метчика могла бы стать верхняя часть поля допуска внутренней резьбы, но тогда возник бы риск получения резьбы большего диаметра, выходящего за верхние границы непроходного калибра. Допуски «X», применяемые при обработке материалов с низкой вероятностью получения резьбы большего диаметра, приведены выше. В результате повышается стойкость инструмента, так как требуется больше времени для достижения предельно допустимой степени износа, при которой размер резьбы выходит за нижние пределы допуска.
Допуски по DIN
|
|
Поле допуска резьбы |
|
Поле допуска метчика |

Допуски по ANSI
|
|
Поле допуска резьбы |
|
Поле допуска метчика |
